hello
Tablets
-

Acceclofenac + Paracetamol + Thichlochioside Tablets
-

Aceclofenac + Paracetamol + Chlorzoxazone Tablets
-

Aceclofenac + Paracetamol Tablets
-

Aceclofenac Sustained Release Tablets
-

Aceclofenac, Paracetamol and Serrattionpeptidase Tablets
-

Aceclofenac, Paracetamol, Ceffeine, Phenylephrine HCL and Cetirizine Dihydrochloride Tablets
-

Albendazole + Ivermectin Tablets
-

Amoxycillin + Clavulanic Acid + Lactic Acid Bacillus Tablets
-

Amoxycillin + Clavulanic Acid Tablets
-

Amoxycillin 250mg + Clavulanic Acid 125mg – Alu pack
-
Amoxycillin 500mg+Clavulanic Acid 125mg – Alu pack
-

Amoxycillin Dispersible Tablets I.P
-

Azithromycin and Lactic Acid Bacillus Tablets
-

Azithromycin Tablets
-

AZITREX 250
-

Betahistine Tablets
-

Bilastin 20 mg + Montelukast 10mg tab Alu
-
Biotin and Folic Acid Tablets
-

Calcium & Vitamin D3 Tablets
-

Calcium carbonate, Vitamin D3, Methylocobalamin, L methyl Folate, and Pyridoxal 5 phosphate Tablets
-

Calcium Citrate + Zinc Sulphate + Vit D3 + Magnesium Tablets
-

Calcium ct + Cynocobalamin + Vit K27 + Vit B6 + Folic Acid Tablets
-

Carica Papaya Leaf, Goat Milk Powder, Tinospora and Wheat Germ Oil Tablets
-

Cefixime + Lactic Acid Bacillus 2.5 Billion Spores Dispersible Tablet
-

Cefixime + Ofloxacin Tablets
-
Cefixime + Potassium Clavulanate Tablets
-

Cefixime Dispersible Tablets
-

Cefpodoxime Proxetil + Potassium Clavulanate Tablets
-

Cefpodoxime Proxetil Dispersable Tablets
-

Cefuroxime Axetil Tablets IP
-

Cinnarizine and Domperidone Tablets
-

CoQ10 NAC L-Carnitine Zinc Tablets
-

Deflazacort Tablets
-

Diacerein Methylsulfonylmethane And Glucosamine Tablets
-

Diclofenac Potassium + Paracetamol + Serratiopeptidase Tablets
-
Diclofenac Potassium + Paracetamol Tablets
-

Drotaverine HCL 80 mg (Alu Alu)
-

Drotaverine HCL and Mefenamic Acid Tablets
-

ELLANFYZ-600 , N-Acetylcysteine Effervescent Tablets 600 mg
-

ELLCEF – 200
-

ELLIXIME 100
-

Ellspas M
-

Etoricoxib + Thiocolchicoside Tablets
-

Etoricoxib and Paracetamol Tablets
-

Etoricoxib Tablets
-

Febuxostat Tablets
-

FEROWEQ-200
-

Ferrous ascorbate ,L-Methyl Folate , Zinc Sulphate Monohydrate, Methylcobalamin, L-Arginine Tablets
-

Ferrous Ascorbate + Folic Acid + Zinc Sulphate Tablets
-

Fexofenadine Hcl + Montelukast Tablets
-

Fexofenadine hydrochloride 120 mg
-

Fluconazole Tablets
-

Flupentixol & Melitracen Tablets
-

FUZ- 200
-
GESIC- ELL P
-

GESIC- ELL- P
-

JEYPRED 4
-

JEYTEM 500
-

Ketorolac Tromethamine Dispersible Tablets
-
L- Arginine and L- Methylfolate Tablets
-

Levocetrizine + Montelukast Tablets
-

Levocetrizine 5mg – Alu pack
-
Levocetrizine 5mg + Montelukast 10mg -Alu pack (Printed Foil)
-

Levofloxacin 250 mg+Ornidazole 500 mg (Blister PACK)
-

Levofloxacin Tablets
-

Linezolid Tablets
-

Mecobalamine, Phyridoxine 5 Phosphate, Benfothiamine with Vitamins Tablets
-

Methylcobalamin + L-carnitine + Folic Acid Tablets
-

MethylPrednisolone Tablets
-
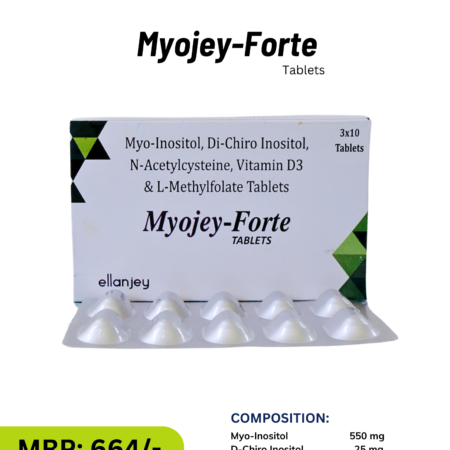
Myo-Inositol, Di-Chiro Inositol, N-Acetylcysteine, Vitamin D3 and LMethylfolate Tablets
-
Naproxen Sodium and Domperidone Tablets
-

Nimesulide + Cetrizine Dihydrochloride + Phenylephrine + Caffeine Tablets
-

Nimesulide + Paracetamol Tablets
-

Nimesulide 100mg + Paracetamol 325 mg (Box Pack)
-

Nimesulide, Paracetamol and Serratiopeptidase Tablets
-

Ofloxacin and Ornidazole Tablets
-

Ofloxacin Tablets
-

Ondansetron MD Tablets
-

Pantoprazole Sodium and Domperidone Tablets
-
Pantoprazole Sodium Gastro Resistant Tablets
-

Paracetamol + Phenylephrine + cpm + Caffeine Tablets
-

Paracetamol Sustained Release Tablets 1000mg
-

Paracetamol Tablets
-

Phenyepherine + Caffeine + Diphenhydramine + Paracetamol Tablets
-

Pregabalin + Nortryptline Tablets
-

Rabeprazole Sodium + Domperidone Tablets
-

Rabeprazole Sodium Tablets IP
-

Riboflavin Niacinamide Lactic Acid Bacillus
-

Silymarin + L-Carnitine + Multivitamins Tablets
-
Spasweq-LM
-

Terbinafine Tablets
-

Tranexamic Acid + Mefenamic Acid Tablets
-

Trypsin + Rutoside + Bromelain + Aceclofenac Tablets
-

Trypsin, Bromelain, Rutoside Trihydrate and Diclofenac Sodium Tablets
-

Trypsin,Bromelain,Rutoside Trihydrate Tablets alu pack
-

Ursodeoxycholic Acid Tablets
-

VILDAGLIPTIN Tablets
-

VITAMIN C 500MG and VITAMIN D3 400IU and ZINC 10MG alu pack
-

Vomiplug-8
-

Weqastin-20
FAQs For Tablets Range
1. What types of pharmaceutical tablets are available?
Pharmaceutical tablets are available for various therapeutic segments, including antibiotics, vitamins, pain relief, and general healthcare.
2. Why are tablets one of the most preferred dosage forms?
Tablets offer accurate dosing, convenience, longer shelf life, and easy administration.
3. How are pharmaceutical tablets manufactured?
Tablets are produced using controlled manufacturing processes to ensure quality, safety, and consistency.
4. What factors should be considered when choosing tablet products?
Quality standards, formulation, packaging, and manufacturing practices are key considerations.
5. Are pharmaceutical tablets tested for quality?
Yes, quality testing helps ensure product safety, effectiveness, and compliance with industry standards.
6. What therapeutic categories are commonly available in tablet form?
Tablets are commonly used for nutritional supplements, anti-infectives, pain management, and chronic care treatments.
7. Why is packaging important for tablet products?
Proper packaging helps protect product stability, quality, and shelf life.
8. How do quality standards impact tablet manufacturing?
Quality standards help ensure consistent production and reliable product performance.
9. What makes a reliable tablet manufacturer?
Strong quality control systems, regulatory compliance, and consistent manufacturing practices.
10. Are tablets suitable for large-scale healthcare supply requirements?
Yes, tablets are widely used across hospitals, pharmacies, clinics, and healthcare institutions.
11. How is tablet quality maintained during production?
Through raw material verification, in-process monitoring, and final quality inspections.
12. What are the advantages of professionally manufactured tablets?
They offer dosage accuracy, product consistency, and dependable quality.
13. Why do healthcare providers prefer quality-assured tablet products?
Quality-assured products support confidence in safety, efficacy, and consistency.
14. How should pharmaceutical tablets be stored?
They should be stored in a cool, dry place according to product labeling recommendations.
15. How can buyers identify high-quality tablet products?
Look for reputable manufacturers, quality certifications, proper packaging, and regulatory compliance.

 Call us
Call us  Contact Us
Contact Us
